From The Leader in Clean Power Production Technologies
Innovative Solution for SCR Temperature Control at Low Boiler Loads
Success Story
For optimum nitrogen oxides (NOx) reduction on units with a selective catalytic reduction (SCR) system, the gas temperature entering the SCR must be maintained above the temperature at which ammonium bisulfate forms. This is typically 650 to 750F (343 to 399C). The formation of ammonium bisulfate degrades the SCR’s NOx removal efficiency resulting in shorter catalyst life. At loads that cannot maintain this minimum temperature, typically 70 to 80% load, a means to increase the boiler’s economizer exit gas temperature (EEGT) is required.
View And Download A Printable Version Of This Success Story
Problem/situation
Options previously available to raise the flue gas temperature entering the SCR have exhibited disadvantages while in service, including:
- Economizer surface removal – affects the full-load gas temperature leaving the economizer, thereby decreasing boiler efficiency.
- Split economizer – adds significant cost because a new economizer enclosure is required downstream of the SCR.
- Flue gas bypass – often does not provide the required turndown necessary and is often difficult to retrofit because of space constraints.
- Waterside bypass – feedwater may not be evenly distributed to the stringer tubes, and the mix point at the economizer outlet tends to be in the gas stream, causing additional challenges for cooling of the feedwater pipe.
Solution
Because of the limitations of these previous approaches, B&W developed the V-Temp™ economizer system while working directly with a utility customer to achieve SCR turndown on a unit that historically had operated as a base-load boiler.
In total, B&W has installed the V-Temp economizer system on nine boilers and has engineered designs for three additional units (see table), both B&W and non-B&W boilers.

System description
The V-Temp economizer system reduces heat absorption in the economizer by reducing the water flow in selected tubes within the economizer.
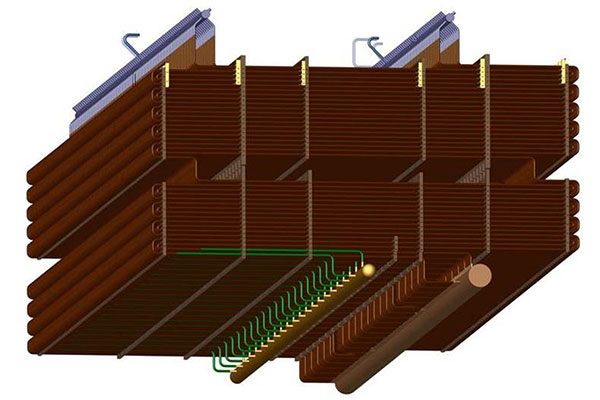
The economizer feedwater system is split into underflow and overflow sections, accomplished by adding a second inlet header at the economizer inlet. The split between the number of economizer tubes being fed by the overflow and underflow headers varies based on the desired operational load range or turndown of the system and the required SCR minimum inlet temperature.
At the outlet of the mix headers, there is no change to the feedwater path. In the illustration shown below, for example, the water will flow directly to the economizer stringers.
Each design is specifically engineered to the required operating conditions of the unit.
Learn More About Our V-Temp System
Results
Based upon the results from nine installations (see table), the V-Temp economizer system has provided a cost-effective, technically superior design for SCR inlet gas temperature control.
The benefits of the V-Temp economizer system are:
1) lower maintenance costs,
2) an extended turndown range,
3) lower gas side pressure drop, and
4) a total installed cost that is equal to or less than other gas-side temperature control alternatives.
An additional future benefit of the V-Temp economizer system is its capability to be used with a furnace/downcomer recirculation system that will allow the SCR to be operational at even lower loads. The combination of these systems will allow for very low load boiler turndown.
