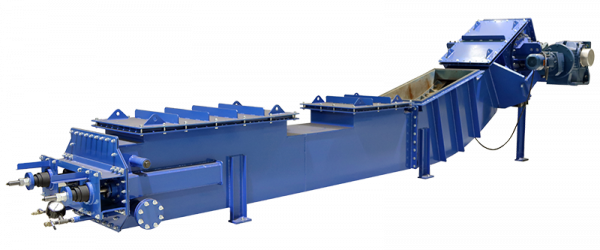
Submerged Grind Conveyor System
Patented, proven technology simplifies installation and operation for superior ash handling
The challenge to effectively and reliably meet regulatory targets for bottom ash handling has often required plant operators to make significant investments in equipment modifications.
Babcock & Wilcox Environmental set out to develop a new conveyance technology that not only met effluent limitation guidelines (ELG) and coal combustion residuals (CCR) requirements, but also considered unique plant layouts in providing a highly durable, simplified and more cost-effective solution. The result? B&W developed, patented and has supplied numerous successful installations of its Allen-Sherman-Hoff® Submerged Grind Conveyor (SGC) system, which offers maximized results and minimized modifications to the existing footprint.
B&W’s new submerged grind conveyor offers a simplified and cost-effective system that meets zero-discharge bottom ash removal requirements with consideration to each unique plant layout.

Features
- Utilizes existing bottom ash hoppers or slag tanks for bottom ash collection
- Isolation from the hoppers for safe online maintenance
- Utilizes existing bottom ash gate, clinker grinders and transfer enclosure (dog house) between gate and grinders
- Conveyors can be oriented at angles to avoid existing structures and equipment, eliminating the requirement for straight pathway to a location outside boiler building as with traditional conveyors
- Smaller and lighter than conventional submerged chain conveyors because it receives bottom ash after crushing by clinker grinders and is not subject to heavy loads from slag falls or weight of bottom ash stored during maintenance
- Smaller, flexible design can be adapted between boiler and outside boiler house en route to storage bunker, avoiding moves and demolition
B&W's SGC has been researched, developed and proven at our test facility in Lancaster, Ohio.
Benefits
- Reuse of existing water-sluice system’s key components reduces installation costs for retrofit
- Reuse of existing bottom hoppers protects conveyor from impact of slag falls
- Capability for redundancy, allowing for uninterrupted power if one chain conveyor string is out of service
- Minimized outage time
- Low profile, small footprint
- Improved fuel efficiency and emissions control from water-filled ash collection hopper and supported water seal, which is designed to optimize O2 levels and minimize NOx
- Low-wear, compact mechanical conveyor system reduces material costs
- Low auxiliary power requirements
- Low maintenance costs
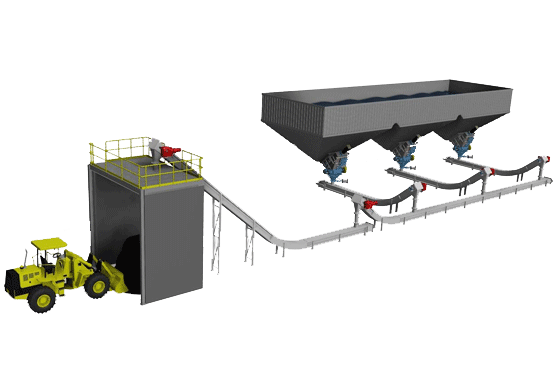
System designed to convey dewatered bottom ash from hopper through a series of compact SGCs for discharge into storage bunker
Designed for Flexible Installation and Ease of Operation
Every aspect of our SGC’s design took into account the impact of a retrofit from its initial installation through its ongoing operation. Because our SGC is small and compact — and doesn’t require the removal or displacement of bottom ash hoppers or slag tanks, ash gates, clinker grinders, transfer enclosures and other existing equipment — installation can be accelerated to save time at a lower cost than other bottom ash conveyance systems. The simpler, mechanical transfer conveyor design has low auxiliary power requirements and low maintenance costs.
To ease maintenance over time and use of the conveyor, the existing ash gate was designed to isolate the conveyor from the ash hopper. The boiler can stay online since ash can be stored in the existing ash hopper, and the conveyors are equipped with variable speed drives to make up for any resulting slowdown.
All with the durable construction, high performance, predictable results and trusted reliability you have come to expect from B&W and the Allen-Sherman-Hoff line of material handling solutions.