Search Results
Open-Bottom Bubbling Fluidized-Bed Technology Case Study
Bubbling fluidized-bed (BFB) systems are attractive when wide fuel flexibility is required, and for firing high moisture and lower heating value fuels. B&W’s solution – an open-bottom bubbling fluidized-bed unit, was the first such B&W design in North America.
View Web Page
Asheville Station Units 1 and 2 Wet Flue Gas Desulfurization Systems
Babcock & Wilcox’s (B&W) wet flue gas desulfurization (FGD) systems feature a combination of design components to provide a high level of reliability and removal efficiencies. These include B&W’s signature tray tower design to provide excellent gas to liquid contact and uniform flow distribution.
View Web Page
Comanche Station Units Case Study
Babcock & Wilcox (B&W) dry flue gas desulfurization (FGD) systems feature a combination of design components to provide a level of reliability and sulfur dioxide (SO2) removal efficiencies that are among the highest in the industry.

Monroe Units 1, 2, 3 and 4 Case Study
The wet flue gas desulfurization (FGD) system from B&W features a combination of design components to provide a high level of reliability and removal efficiencies. These include B&W’s signature tray tower design that provides excellent gas-to-liquid contact and uniform flow distribution.
View Web Page
Roxboro Station Case Study
Babcock & Wilcox (B&W) wet flue gas desulfurization (FGD) systems feature a combination of design components to provide a high level of reliability and removal efficiencies. These include B&W’s signature tray tower design to provide superior gas to liquid contact and uniform flow distribution through the absorber spray zones; its patented inlet awning, interspatial headers to reduce absorber height, pump power requirements, and internal support costs; forced oxidation system; and advanced mist e
View Web Page
Mitchell Station Case Study
The wet flue gas desulfurization (FGD) system from Babcock & Wilcox (B&W) features a combination of design components to provide a high level of reliability and removal efficiencies. These include B&W’s signature tray tower design that provides excellent gas to liquid contact and uniform flow distribution through the absorber spray zones; its patented inlet awning; interspatial headers to reduce absorber height, pump power requirements, and internal support costs; forced oxidation system; and ad
View Web Page
Wet Flue Gas Desulfurization Systems Midwestern Case Study
The wet flue gas desulfurization (FGD) system from Babcock & Wilcox (B&W) features a combination of design components to provide a high level of reliability and removal efficiencies. These include B&W’s signature tray tower design that provides excellent gas to liquid contact and uniform flow distribution through the absorber spray zones; its patented inlet awning; interspatial headers to reduce absorber height, pump power requirements, and internal support costs; forced oxidation system; and ad
View Web Page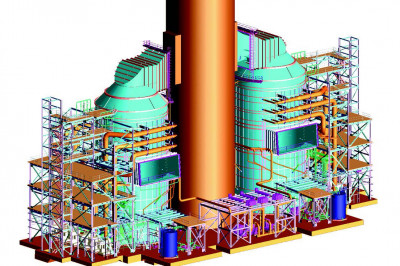
Waste Wood-Fired Biomass Power Plant Case Study
This new biomass plant will be capable of processing waste wood, including contaminated wood and fuel containing metals, with no pre-treatment required. The plant will generate 40 MW of green electricity, which is enough to supply 78,000 homes.
View Web Page
Fort Martin Case Study
The wet flue gas desulfurization (FGD) system from Babcock & Wilcox (B&W) features a combination of design components to provide a high level of reliability and removal efficiencies. These include B&W's signature dual tray tower design that provides excellent gas-to-liquid contact and uniform flow distribution through the absorber spray zones; its patented inlet awning; interspatial headers to reduce absorber height, pump power requirements, and internal support costs; forced oxidation system; a
View Web Page
Bulleh Shah Packaging – Pakistan Biomass Case Study
Under a licensing agreement, B&W Vølund has supplied technology to a biomass fired energy plant at the Bulleh Shah Packaging Limited paper factory. The fuel consists of residues from local wheat straw, cotton stalks, corn, rice and river grass. The plant’s steam data will be 150 t/h at 530 degrees and 98 bara: enough to secure stability in the supply of steam and power to the factory. A reliable supply of energy is rare in Pakistan. It can be both expensive and challenging for the factory when p
View Web Page