Success Stories
From The Leader in Clean Power Production Technologies
Lerwick Waste-to-Energy Plant

WTE Boiler Upgrade With Water-Cooled Air Zones – Shetland Islands



Year: 2021
Milestones
- Contract: 2020-09-25
- Production start: 2020-10-19
- Trial run: 2021-10-18
- Hand over: 2021-10-31
Data
- Fuel: Waste
- Water temp: 112 °C
- Water pressure: 9 bar(g)
Project Description
In 2020, Babcock & Wilcox Renewable Service won the project for an upgrade of a hot water boiler at Lerwick Energy Recovery Plant, including the installation of water-cooled wear zones.
The aging waste-to-energy plant was experiencing excessive slag accumulation on the furnace walls, resulting in loss of capacity and increased downtime to remove slag from the furnace.
Project Scope
The delivery included engineering, manufacturing, mechanical disassembly and assembly, electrical installation, programming, commissioning, testing, operator training and project management for new water-cooled wear zones with patented air-cooling system. A new secondary air system, a new feeding hopper and a combustion control system upgrade were also included in the delivery.
A computational fluid dynamics (CFD) analysis formed the basis for the design of the secondary air system and the water-cooled wear zones, while determining the expected temperature distribution. The CFD analysis also confirmed that the revamped waste-to-energy plant would meet the requirement for retention time during operation.
Results
- Throughput capacity increase by 15% to 3.6 t/h
- Higher plant availability from reduced operational stoppages to remove slag
- Improved working environment due to discontinued manual slag-removal process
- Reduced maintenance costs for refractory lining in the furnace
- Reduced emissions resulting from revised furnace design
Scope of Supply
- New water-cooled Inconel®-cladded wear zones
- New secondary air system
- New feeding hopper
- Control system upgrade
Scope of Work
- Engineering including CFD analysis
- Manufacturing
- Mechanical disassembly
- Mechanical assembly
- Electrical installation
- Control and monitoring system (CMS) programming
- Commissioning
- Testing
- Operator training
- Documentation
- Project management
Water-Cooled Wear Zone Advantages
- Absorbs approx. 65 to 100 kW/m2. A typical system can receive 1.5 to 2.8 MW of extra energy which is absorbed as radiant heat.
- The relatively cool wear zone (100 to 300 °C) inhibits slag deposits, thereby enabling the system to maintain its active grate area throughout the operational period.
- Operational stoppages due to wear zone slag removal are not required. Heat absorption in the wear zone is 5 to 10 times higher than in the boiler’s two radiation passes.
- Heat absorption in the wear zone reduces the furnace temperature, allowing increased heating value and maintaining waste capacity.
- Replaces the refractory lining in the system’s most heavily used area; operating experience demonstrates that a water-cooled wear zone has a significantly longer life than refractory lining.
- Upgrading to a water-cooled wear zone can be performed during a standard maintenance stoppage.
- Accommodates expansion between the top-supported boiler and the bottom-supported grate structure, significantly reducing the probability of a grate jam.
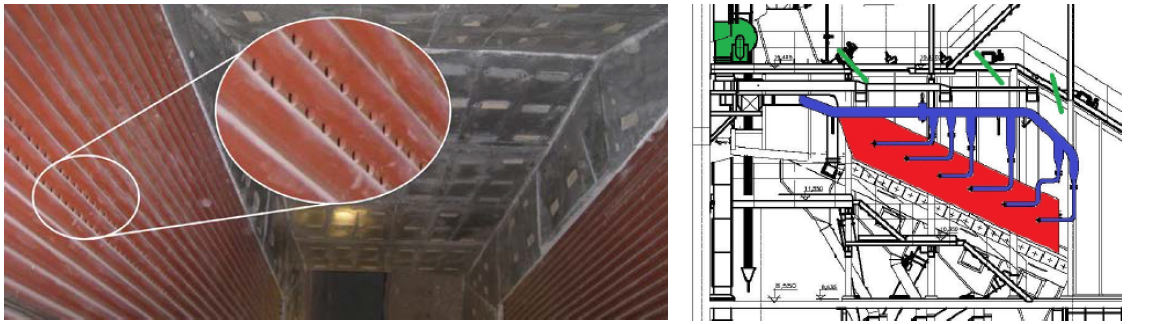
Patented wear zone with cooling air injection.